
Last updated: 2026-04-25
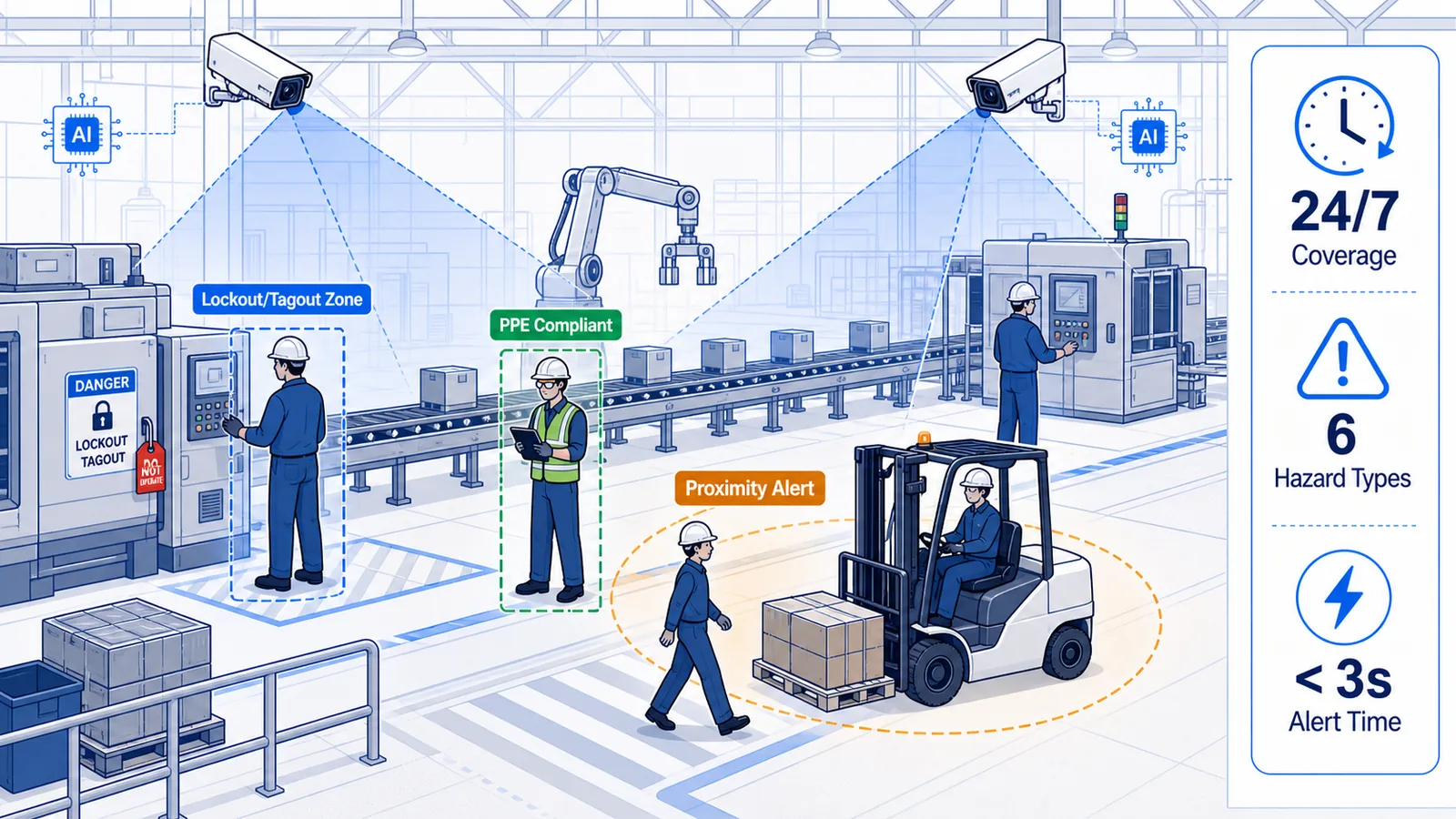
Manufacturing safety AI uses computer vision and existing facility cameras to detect unsafe acts and conditions in real time — from PPE violations on the production floor to forklift-pedestrian near-misses in warehouse zones. It automates alerts, generates site-specific micro-training, and surfaces leading indicators before incidents trigger line stops or injuries.
Manufacturing environments in 2026 are under pressure. Margins are tight, skilled labor is scarce, and safety expectations keep rising. Plant leaders are expected to cut downtime while keeping incident rates flat or falling — a balance that traditional safety programs struggle to maintain.
The problem isn't a lack of effort. Most EHS teams run disciplined inspection rounds, deliver toolbox talks, and investigate every incident thoroughly. But manual observation is inherently limited. A supervisor walking a 200,000-square-foot plant sees a fraction of the floor at any given moment. Night shifts, weekend crews, and high-traffic handoff windows receive even less coverage. By the time an incident is reported, the conditions that caused it have already affected dozens of workers.
Manufacturing safety AI closes that gap. By processing video from existing IP cameras through fine-tuned computer vision models, systems like SAFVR's AURA engine extend hazard detection to every camera view, every minute of every shift — without adding headcount or disrupting production.
Why Manufacturing Needs AI-Powered Safety
Manufacturing accounts for a disproportionate share of serious workplace injuries. According to the U.S. Bureau of Labor Statistics, the manufacturing sector consistently reports an occupational injury and illness incidence rate above the all-industry average — roughly 2.6 cases per 100 full-time workers versus 2.4 across all private industries (third-party statistic). These incidents don't just harm workers; they disrupt production schedules, inflate insurance premiums, and erode overall equipment effectiveness (OEE).
Four risks dominate the factory floor:
Machinery and Moving Equipment
Unguarded presses, unlatched interlocks, and operators bypassing safety devices remain leading causes of amputations and crush injuries. Manual guarding checks are periodic; a worker can override a gate between rounds. In high-speed lines, a single lapse can stop production for hours.
Forklift and Pedestrian Interactions
Blind corners, narrow aisles, and high-traffic handoff zones create constant proximity risks. In a typical multi-shift operation, forklift-pedestrian near-misses happen daily but are rarely reported because no contact occurs. These unreported events are leading indicators of future collisions.
PPE Non-Compliance
Hard hats, safety glasses, cut-resistant gloves, and high-visibility vests are only effective when worn correctly. Spot-checks by supervisors cover a fraction of the floor at any given moment. On busy lines, workers may remove gloves for dexterity or skip eye protection during a quick adjustment — moments that manual programs miss.
Lockout/Tagout (LOTO) Violations
Energy isolation procedures are critical during maintenance, but verification is often paper-based. A missed step on a night shift can turn a routine service call into a catastrophic event. Traditional LOTO audits are retrospective; they confirm compliance after the work is done.
Traditional safety programs rely on lagging indicators — incident reports, injury logs, and audit findings. By the time these surface, the harm is done. AI hazard detection shifts the model from reactive reporting to proactive protection, catching unsafe acts and conditions as they happen, not after the fact.
See it on your floor: Explore manufacturing safety solutions designed for production environments, or start a 30-day safety intelligence pilot with your existing cameras.
6 AI Safety Use Cases in Manufacturing
Modern manufacturing safety AI goes beyond simple motion detection. Fine-tuned vision models adapt to your facility's camera angles, lighting conditions, PPE standards, and zone layouts. Here are six use cases delivering measurable results on production floors today:
1. Real-Time PPE Compliance Monitoring
AURA's vision models detect missing hard hats, untucked safety glasses, incorrect glove types, and tampered equipment across every camera view — not just the areas a supervisor happens to walk. Rules are configurable per zone and shift. A paint shop may require respirators; an assembly line may mandate cut-resistant gloves; a cleanroom may enforce full ESD coverage. The system learns your standards, not generic defaults.
2. Machine Guarding and Zone Entry Control
Cameras monitor machine exclusion areas, robotic cells, and press perimeters. If a worker enters a restricted zone while equipment is energized, the system triggers an immediate alert — and can integrate with SCADA to signal a controlled stop before contact occurs. This is designed to support existing safety-rated control systems, not override them.
3. Forklift-Pedestrian Proximity Alerts
In warehouse and production zones, AURA tracks forklift trajectories and pedestrian positions simultaneously. Blind-corner encounters, reversing-without-spotter events, and aisle congestion are flagged in real time. One anonymized deployment across a multi-line automotive parts facility reported an 80% reduction in machine-related incidents after six months of continuous monitoring (anonymized deployment).
4. Ergonomic Risk Detection on Assembly Lines
Repetitive motion, awkward lifting, and sustained overhead work drive musculoskeletal disorders — the most common lost-time injury category in manufacturing. Computer vision detects risky postures and motion patterns, allowing EHS teams to intervene with workstation redesign or task rotation before injuries accumulate and impact line staffing.
5. Lockout/Tagout Verification
AURA can verify that LOTO procedures are followed by confirming isolation points, tagging presence, and personnel positioning against your digital permit-to-work records. Discrepancies trigger automatic escalation to the maintenance supervisor and are logged as audit-ready evidence. This capability is designed to support compliance documentation and does not replace certified LOTO procedures or qualified person verification.
6. Housekeeping and Slip-Trip-Fall Prevention
Spills, pallet debris, and cable runs are flagged as they appear — not at the end of shift. In high-traffic production areas, rapid response prevents the slips and falls that account for a significant share of manufacturing lost-time cases. Clean floors aren't just a safety issue; they're an OEE issue when a spill triggers a stop or reroute.
The Manufacturing Safety Intelligence Loop
SAFVR's AURA engine runs a continuous four-phase loop — DETECT → ACT → IMPROVE → PREVENT — mapped directly to the rhythms of a manufacturing operation.
DETECT: Shift-Scale Hazard Recognition
AURA processes every frame from your existing IP cameras using computer vision models fine-tuned to your facility. It detects unsafe acts and conditions across nine risk categories: PPE non-compliance, falls and slips, restricted zone entry, forklift-pedestrian interactions, unsafe behaviors, ergonomic risks, housekeeping hazards, and environmental conditions. Detection runs 24/7 across all shifts — first, second, third, and weekend crews — with no drop in coverage.
Unlike generic AI models trained on public datasets, AURA's models adapt to your specific camera angles, lighting conditions, and facility layout. A camera mounted above an assembly line sees different risks than one monitoring a warehouse aisle. Site-specific training means fewer false positives and faster time-to-value.
ACT: Immediate Response and Workflow Automation
When a hazard is detected, AURA doesn't just log it. It triggers real-time alerts to supervisors, auto-generates corrective action tickets, and routes permit-to-work approvals through digital workflows. On integrated lines, it can signal MES or SCADA systems to pause equipment or lock out zones until the condition is resolved. Every action is timestamped, assigned, and tracked to closure — creating an audit trail that stands up to regulatory scrutiny and insurance review.
IMPROVE: Incident-Based Micro-Training
AURA generates site-specific micro-training modules from actual events at your facility. If a forklift near-miss occurs in Aisle 7 on the night shift, the operators on the following shift receive a three-minute refresher on that exact scenario — not a generic warehouse safety video from three years ago. Training completion is tracked per employee, per role, and per risk exposure. Shift-briefing content is generated from the last seven days of site events, so every talk reflects current floor conditions.
PREVENT: Leading Indicators and Predictive Risk Scoring
By correlating detection frequency, corrective action velocity, near-miss density, and shift-level patterns, AURA surfaces leading indicators that manual programs miss. A zone that shows rising ergonomic risk scores and slowing close-out times may be heading for an incident — even if no injury has occurred yet. Risk scores update every shift, giving plant leaders foresight instead of hindsight.
Night shifts, handover windows, and holiday-adjacent crews often show different risk profiles than day shifts. AURA identifies these temporal patterns and adjusts risk scoring accordingly. A zone that was green at 6 AM can flag amber by noon if conditions change.
This closed loop means that every detection feeds action, every action feeds training, and every training cycle refines prevention. The system gets smarter with each production cycle.
Integration with Manufacturing Systems
A common concern among plant IT and operations leaders is whether safety AI requires an infrastructure overhaul. It doesn't.
Existing Cameras
AURA works with standard IP cameras already installed for security or process monitoring. Most analog systems can be adapted with standard IP converters. No rip-and-replace required, no production line downtime for installation.
MES and ERP Connectivity
Detection events and corrective action data can be pushed to your Manufacturing Execution System (MES) or Enterprise Resource Planning (ERP) platform via API. This allows safety incidents to appear alongside production data — so a line stop caused by a safety alert is visible in the same dashboard as a quality hold or material shortage. Safety becomes part of operations intelligence, not a separate silo.
SCADA and Control Systems
For facilities with supervisory control and data acquisition (SCADA) systems, AURA can send signals to trigger equipment pauses, gate locks, or audible alarms when critical hazards are detected. Integration is designed to support — not override — existing safety-rated control systems. The final safety decision remains with your certified control architecture.
Data Handling
On-premise and edge deployment options are available for facilities with strict data residency or air-gapped network requirements. Video is processed at the edge; only metadata and alert frames leave the local network. For manufacturers in regulated industries or with sensitive processes, this architecture satisfies IT security and compliance teams.
Measuring Impact: Manufacturing Safety KPIs
Plant leaders need numbers that stand up in board meetings and insurance reviews. Here are the metrics that matter when evaluating manufacturing safety AI:
| KPI | What It Measures | Why It Matters |
|---|---|---|
| Near-Miss Detection Rate | Number of unsafe acts and conditions caught per shift/week | Leading indicator of incident risk; shows system coverage across all camera views |
| Mean Time to Corrective Action | Hours from detection to verified closure | Speed of response; correlates strongly with incident prevention |
| PPE Compliance Rate | Percentage of workers in full compliance by zone and shift | Direct measure of behavioral safety; pilot benchmarks typically show 40–60% improvement in the first 90 days (pilot benchmark) |
| Repeat Hazard Frequency | Number of identical hazards reoccurring in the same location | Tests whether fixes are permanent or superficial; drives root-cause discipline |
| Lost-Time Injury Frequency Rate (LTIFR) | Lost-time injuries per million hours worked | Lagging indicator; validates long-term program impact for insurance and executive reporting |
| Safety-Related Downtime | Unplanned stops triggered by safety events or violations | Ties safety directly to OEE and production throughput; bridges the gap between EHS and operations metrics |
| Training Completion Velocity | Days to close training gaps identified by incident patterns | Shows whether micro-training is actually changing behavior or just checking boxes |
| Observation-to-Action Ratio | Detections that result in a tracked corrective action vs. those that don't | Measures accountability; high ratios indicate a mature safety culture where detection leads to change |
The most important shift is moving from lagging to leading indicators. A traditional safety program might track LTIFR monthly. A manufacturing safety intelligence platform tracks near-miss frequency, zone-level compliance variance, and shift-level behavior patterns in real time — giving you signals you can act on before the next incident.
Getting Started: The 30-Day Manufacturing Pilot
Most plant leaders want proof before they commit capital or disrupt operations. SAFVR offers a paid 30-day pilot designed to demonstrate value on your actual production floor with a defined scope and success criteria.
Week 1: Deployment and Calibration
Your existing cameras are connected to AURA's edge appliance. Models are fine-tuned on your facility's camera angles, lighting conditions, PPE standards, and zone layouts. No production line changes required. Most manufacturing deployments are live within 48 hours of camera connection.
Week 2: Live Detection
The system begins real-time detection across your selected areas. Supervisors receive alerts via mobile app and dashboard. Initial findings are reviewed with your EHS team to validate accuracy and tune alert thresholds. This is where you start seeing the gap between what manual rounds catch and what continuous vision coverage reveals.
Week 3: Workflow Activation
Corrective action workflows, permit-to-work routing, and micro-training assignments go live. Your team sees the full loop in action — from detection to closure to training. Maintenance supervisors get automated LOTO discrepancy alerts. Shift leads get PPE compliance summaries at handover.
Week 4: Results Review
A final report summarizes detections, response times, compliance trends, and leading indicators. Most pilot benchmarks show a measurable shift in PPE compliance and near-miss capture within the first month (pilot benchmark). The report includes a structured risk-review packet documenting your facility's risk profile and improvement trajectory.
After the pilot, you have real data from your own lines, your own shifts, and your own risks — not a vendor's generic case study.
Frequently Asked Questions
How does manufacturing safety AI differ from traditional EHS software?
Traditional EHS platforms manage documentation, incident logging, and compliance calendars. Manufacturing safety AI — specifically computer vision-based hazard detection — observes the factory floor in real time, catches events as they happen, and automates the response. It complements EHS software by feeding it live data rather than relying on manual entry after the fact.
Will this work with our existing camera infrastructure?
Yes. AURA integrates with standard IP cameras and most analog systems via converters. In manufacturing environments, many plants already have security or process-monitoring cameras that can be repurposed for safety intelligence without additional hardware spend. No rip-and-replace required.
Does AI safety detection replace safety officers?
No. It augments them. A safety officer walking a large facility can only observe a fraction of the floor at once. AI manufacturing safety extends that coverage to every camera view, every minute of every shift — freeing human safety professionals to focus on root-cause analysis, training design, and process improvement rather than patrol.
How does the system handle different PPE requirements across zones?
AURA's models are fine-tuned per zone, per role, and per shift. A welding bay may require face shields and flame-resistant clothing; an assembly line may require safety glasses and ESD footwear; a warehouse zone may require high-visibility vests and steel-toe boots. Rules are configured to match your facility's written procedures and are updated as those procedures change.
What about data privacy and worker surveillance concerns?
AURA is designed as a safety system, not a performance surveillance system. Detections are focused on unsafe acts and conditions rather than individual productivity tracking. On-premise deployment keeps video data within your network. Most manufacturing unions and works councils accept safety-monitoring cameras when the purpose is hazard prevention and the data is handled responsibly.
Conclusion
Manufacturing safety AI is no longer experimental. For plant leaders running multi-shift operations with tight OEE targets and rising compliance expectations, computer vision-based hazard detection is becoming standard infrastructure — as fundamental as SCADA, MES, or quality management systems.
The question is no longer whether AI belongs on the factory floor. It's whether your facility will adopt it before the next preventable incident forces the issue — in the form of an injury, a regulatory citation, an insurance premium increase, or an unplanned line stop.
SAFVR's AURA engine delivers site-specific safety intelligence tailored to your lines, your shifts, and your risks. With no rip-and-replace camera requirements and a paid 30-day pilot, you can validate results on your own production floor before a wider rollout.
Start your manufacturing safety pilot →
See how AURA detects hazards in real time →
Explore manufacturing industry solutions →
Related Reading
- Warehouse & Logistics Safety AI — How AI safety monitoring handles the unique challenges of high-velocity fulfillment centers and logistics operations.
- Construction Safety AI Guide — See how the same detection technology adapts to dynamic, multi-trade construction environments.
- PPE Detection AI: The Complete Guide — A focused look at hard hat, glove, and safety vest compliance monitoring across industrial settings.